Help Center
Click the topics below to expand for more information
Different Machine Styles
Press spot welders
Press style welders are going to be your most versatile type of resistance welder. It’s the workhorse of the industry. The main thing to understand about Press style welders (and how they differ from Rocker Arm style welders) is that the upper ram comes down in a linear fashion. This is unlike a Rocker Arm style welder, whose welding electrodes effectively rotate into place.
Some instances where a Press style welder really come into play are when:
- Welding studs or weld nuts
- High electrode force applications
- Projection welding
- Using special tooling to fixture a part
- Frequent tooling change-overs are necessary
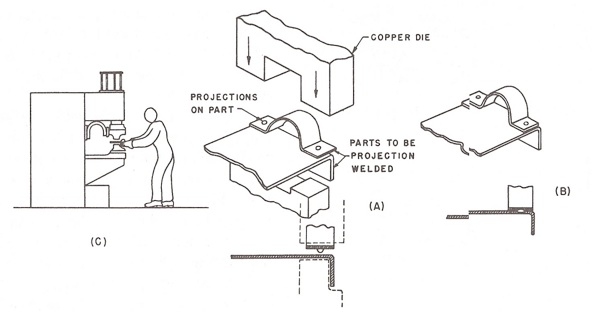
Projection style spot welders
The main difference with the Press welders vs the Projection style welders is the lower knee. A spot welder traditionally has a round lower arm, whereas a projection welder has a box-construction lower knee for mounting tooling and fixturing. It is common to mount t-slot platens to a projection welder to enable quick change-over of tools. Ever seen t-slot platens on a vertical mill or a drill press? This suits the same purpose.
If weld arms are used on platens, they need to be square so that they can mount onto a flat surface. Projection welders without platens typically have square arms as well.
A “Projection Welder” is so named because many metal stampings will use weld “projections” on the part to enable multiple welds at once, or to ensure a quality weld. To weld multiple welds at a time typically takes more weld force than a traditional spot weld, so a more robust frame is required to prevent flex with the higher forces.
Combination Press/Projection spot welders
A Combination Press/Projection typically has a lower box-construction knee that holds a round lower arm. Some Combination Press/Projection welders have both platens and round weld arms, for greatest adaptability.
Rocker Arm spot welders
Rocker arm welders, due to their construction, tend to be the most economical style of spot welder. For this reason, they are also extremely common. Aptly named, the upper arm of a rocker-arm style welder will pivot into place, with the electrode following an arc, essentially “rocking” the upper arm until the electrodes touch.
One advantage of a rocker arm machine is the ability to rapidly change over the throat depth of the machine by simply changing arm lengths. This can be beneficial for a job-shop who one day may need to weld thin-gage pipe at 36″, but the next day needs to weld heavy-gage material and can use a shorter throat depth.
Another thing to note about rocker arm spot welders is that, as you change the throat depth, you also change the amount of electrode force the machine is capable of producing.
Of course, as is the case with any spot welder, as you increase the throat of the machine or the welding gap, you are decreasing the maximum current capability of the machine.
Seam welders
Broadly speaking, a seam welder will use two copper wheels that are motor driven. The copper wheels roll against one another. When steel (or other sheet metal) is placed between the two wheels while they’re rolling and current is applied to the copper wheels (at a prespecified force), a “continuous” weld will occur. (Welding current is usually pulsed, but the end result is ideally a hermetic seal).
Knurlers are often used for welding coated materials such as galvanized, aluminized, and galvanneal. A knurled wheel will ride along the outside edge of the wheel(s), tangentially, and effectively “clean” the welding surface while the wheels are turning. Sometimes the knurled wheels actually drive the seam wheels.
A Circumferential Resistance Seam Welder welds from left-to-right (or vice-versa, depending on the direction of the motor).
A Longitudinal Resistance Seam Welder welds “in and out” of the machine, from the operator’s perspective, standing in front of the machine. Again, depending on the configuration of the machine, you can either weld with the material coming out of the machine or with the material going in.
Rapid-Fire seam welding is using a modified spot welder to perform multiple spot welds in a row, overlapping each other slightly, to make a seam. This can be done rapidly, but is not as fast or easy to use as a traditional seam welder.
“Butt” welders
Butt welders are used to join two ends of a profile together. Solid wire, square/round/rectangular/hex/other shaped rod, tubing sections, and more can be butt welded together. Drill rod extensions, saw blades, and wire fed forming machines all use butt welders in their process.
Some other welder styles
- Bench top welder
- “Dot” welder
- Flash-butt welder
- Heavy duty welder
- Dual head welder
- Manual weld gun
- Servo weld gun
- Micro welder
- Economy welder
- Capacitive Discharge welder
- Multi-gun “pass-through” welder
- Mid-Frequency Direct Current (MFDC) Inverter welder
- Frequency Converter (Sciaky)
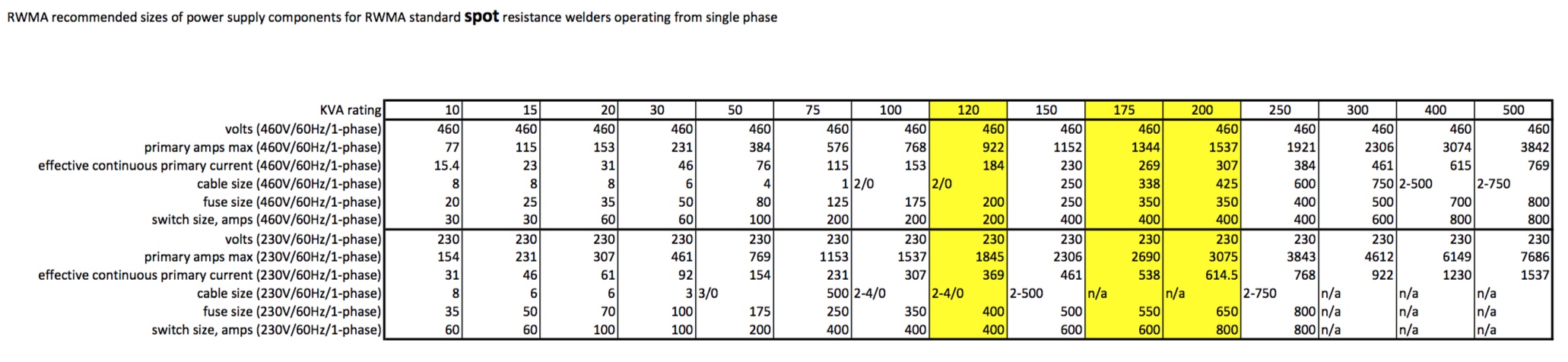
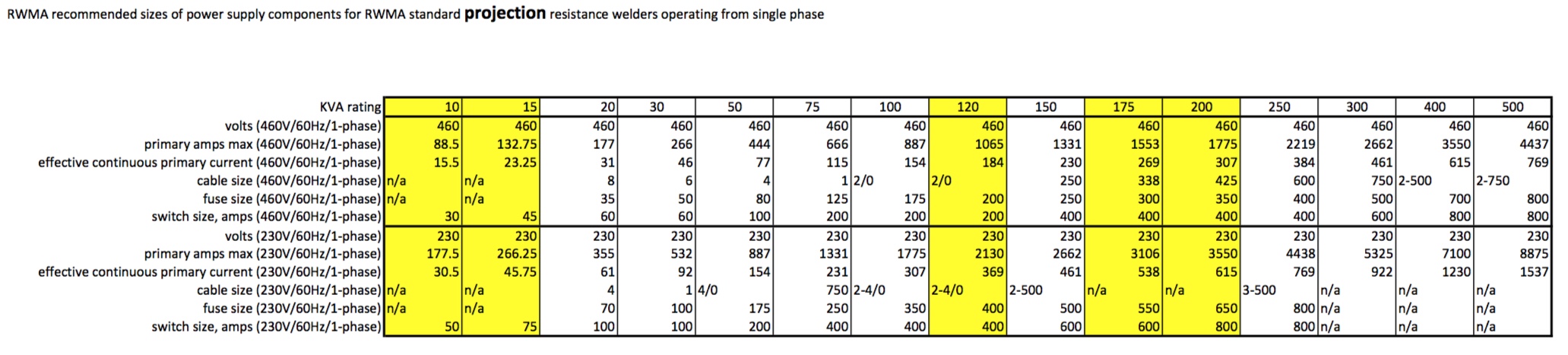
Machine Wiring Size

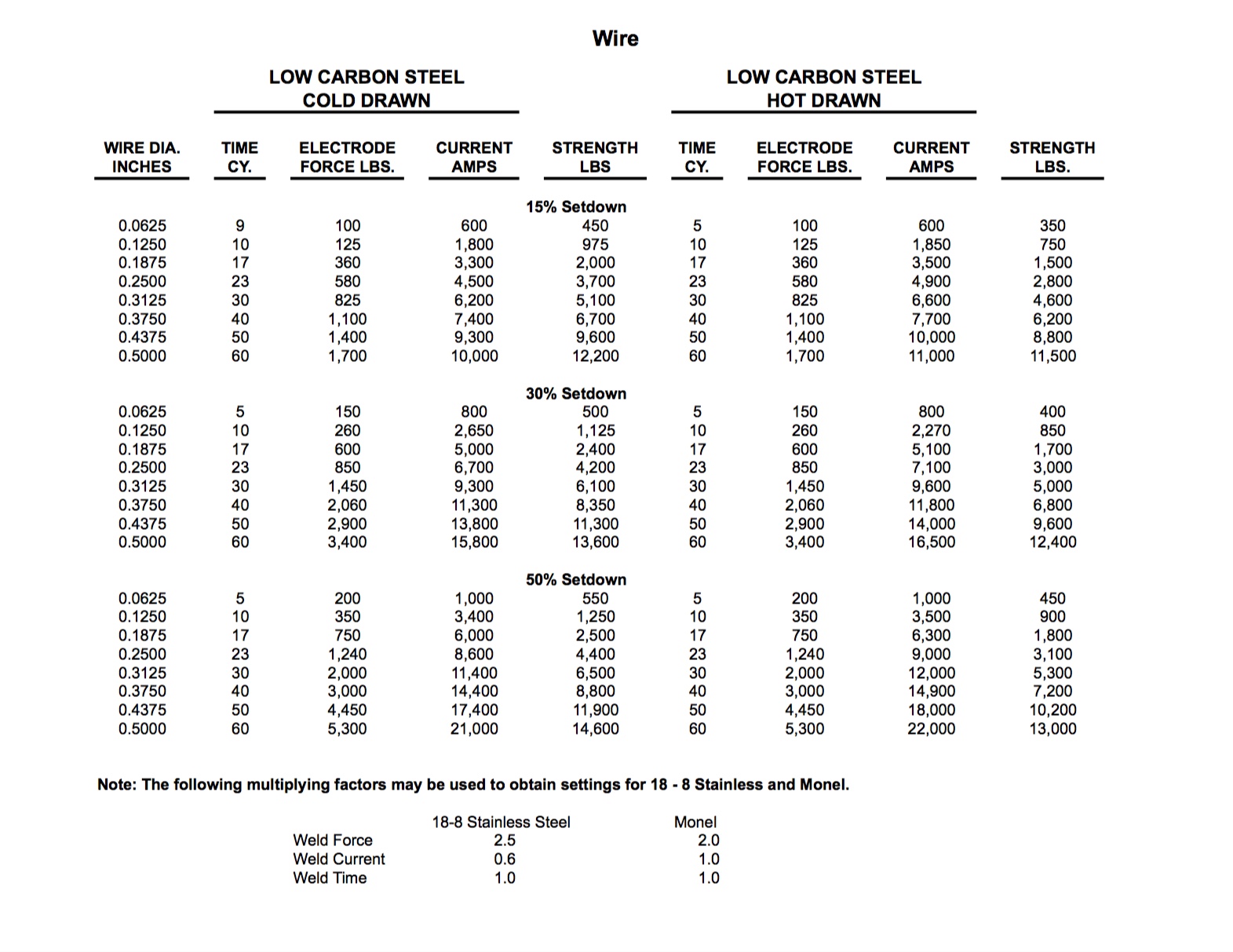
Welding Wire
Disconnect Sizing

Retract Explanation
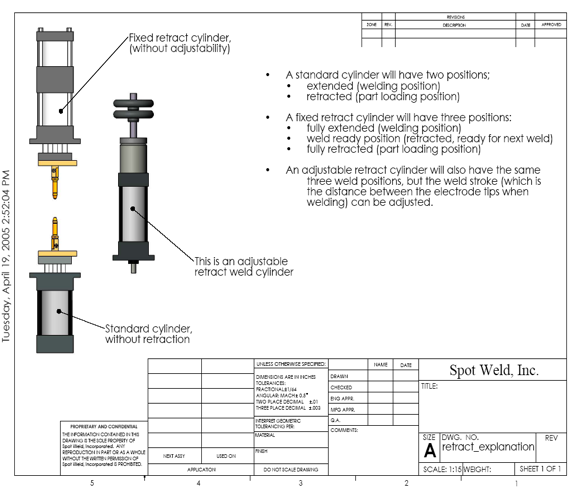
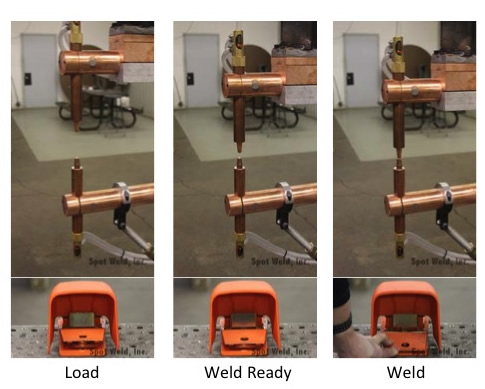
With a retractable weld cylinder, you have three positions:
- Load position
- Weld Ready position
- Weld position
In the Load position, the electrodes are as far apart as they can be. This fully open position allows an operator to load large parts in between the electrodes.
In the Weld Ready position, the foot pedal is depressed half way. The “kick plate” inside the footswitch (seen in the pictures below) clicks into position and prevents the switch from opening all the way. This allows the operator to cycle the welder more quickly, without the electrodes returning their full stroke every weld cycle. If an operator wishes to return to the Load position, they can simply “kick” the kick-plate and the switch will open all the way and the cylinder and electrode will retract all of the way.
With an adjustable retractable stroke weld cylinder, this Weld Ready position is adjustable. With a fixed retract cylinder, the distance traveled between the Load and the Weld Ready positions is always the same and can not be adjusted.
Options
Additional Options
Download an explanation of some main features
Weld control upgrade
– Intertron 108
– Entron EN1000
Platens w/ t-slots
– Opto-touch palm buttons
Opto-touch palm buttons on stand
Disconnect switch: Based on KVA
Electronic Air
Manual Tip Dress
Electronic Tip Dress
Adjustable Retract
Fixed retract
R2000 air-to-water recirculator (for steel and other Ferrous alloys)
Spot Weld recirculator chiller for aluminum alloys and high production
Special tooling
Delivery charge
Three manuals
Increase to 6” bore cylinder & ½”NPT valve
Special material testing needs
Miyachi Unitek weld checker, MM122A with alarm
Light curtains
Water Saver (solenoid and timer)
Water shut off solenoid valve
Water flow sight glass indicators (2x)
Water flow indicator, infrared
Rapid Fire(requires control upgrade)
Vibratory bowl nut feeder: Please inquire for further details
Retractable lower cyl
Crate for shipment
Detect-A-Finger(installed)
Castors, low ride
Standard nut feeder
Air Reservoir
Differential Pressure Transducer
Current Monitor / Constant Currant
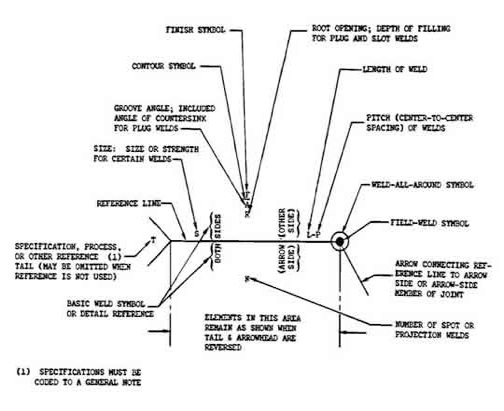
Weld Symbols
How to Order
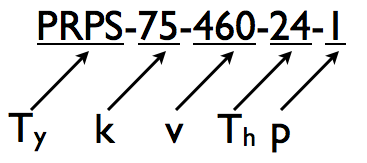
Ty = machine type (PRPS, PRPP, RR, BR, PRDH, BT, HD-PRPP, HD-RR)
k = machine KVA
v = primary voltage (230V & 460V common in USA, 575V in parts of Canada, 380V in parts of Asia / Pacific)
Th = throat depth, the distance to the first obstruction in the machine (typically in 6 inch increments: 12”, 18”, 24”, 30”, 36”…)
p = phase (either single-phase or three-phase)
KEY
PRPP=PressRite Press Spot, PRPS=PressRite Press Projection, RR=RockerRite, BR=B-Rite,
PRDH=PressRite DualHead, BT=BenchTop, HD-PRPP=Heavy Duty PressRite Press Projection,
HD-RR=Heavy Duty RockerRite
KVA=kilo*Volt*amps (equivalent to kilo-Watts or kW)
Resistance Welding Articles
Electrode Dressing Makes a Better Spot Weld
Fabricating Railcars With Resistance Welding
Three-Phase Mid-Frequency Resistance Welding (MFDC inverter welding)
Optimizing the Next-Gen Resistance Welding Cell
Spot Welding Aluminum, Shopping for Equipment
Spot Welding Characteristics of HSLA Steel for Automotive (article from 1974)
2290 Wycliff, St. Paul, MN 55114 | Toll Free: 800-582-5229 | Local: (651) 646-1393 | Fax: (651) 646-3616 | swi@spotweldinc.com